- Descripción
- Especificación
- Estándar
- Proceso
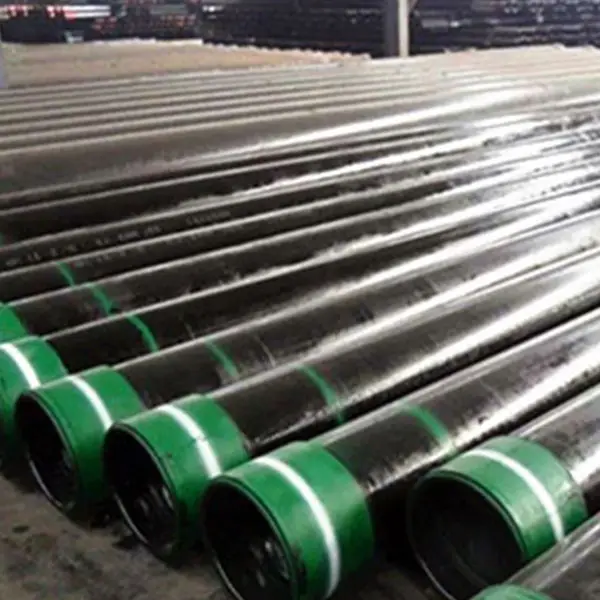
- Embalaje
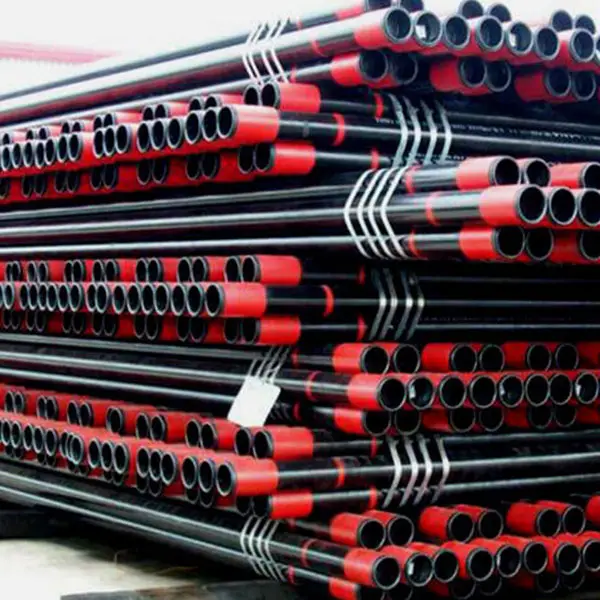
Descripción
Por tEl ubing es una tubería de diámetro relativamente pequeño que se ejecuta en un pozo para servir como un conducto para el paso de petróleo y gas a las instalaciones de la superficie del campo para su procesamiento. Los tubos deben ser suficientemente fuertes para resistir las cargas y deformaciones asociadas con la producción y el trabajo. Además, los tubos deben ser dimensionados para soportar las tasas esperadas de producción de petróleo y gas.
Api spec 5ct-especificación 5ct/iso 11960,gb/t 19830-2011 especificación para revestimiento y tubería, octava edición, industrias de petróleo y gas natural-tubos de acero para uso como revestimiento o tubería para pozos
Normas y condiciones técnicas para el suministro: api spec 5ct iso13680
Usos: la tubería se utiliza para extraer petróleo o gas de los pozos.
Dimensión: od 48,26-114,3mm peso 3,18-16mm
Grado: j55, n80-1,n80-q, l80-1, l80-9cr,l80-1,c90, t95, c95, p110, q125.
Tipos de la pisada: nue, eue, liquidación especial
Especificación
|
API 5CT Oil Tubing Dimension:
|
|
Label
|
OD (mm)
|
WT (mm)
|
Type of End-finish
|
|
Inch
|
NU T&C
|
EU T&C
|
IJ
|
H40
|
J55
|
L80
|
N80
|
C90
|
T95
|
P110
|
|
1.9
|
2.75
|
2.9
|
2.76
|
48.26
|
3.68
|
PNUI
|
PNUI
|
PNUI
|
PNUI
|
PNUI
|
PNUI
|
-
|
|
1.9
|
3.65
|
3.73
|
-
|
48.26
|
5.08
|
PU
|
PU
|
PU
|
PU
|
PU
|
PU
|
PU
|
|
1.9
|
4.42
|
-
|
-
|
48.26
|
6.35
|
-
|
-
|
P
|
-
|
P
|
P
|
-
|
|
2 3/8
|
4
|
-
|
-
|
60.32
|
4.24
|
PU
|
PN
|
PN
|
PN
|
PN
|
PN
|
-
|
|
2 3/8
|
4.6
|
4.7
|
-
|
60.32
|
4.83
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
|
2 3/8
|
5.8
|
5.95
|
-
|
60.32
|
6.45
|
-
|
-
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
|
2 3/8
|
6.6
|
-
|
-
|
60.32
|
7.49
|
-
|
-
|
P
|
-
|
P
|
P
|
-
|
|
2 3/8
|
7.35
|
7.45
|
-
|
60.32
|
8.53
|
-
|
-
|
PU
|
-
|
PU
|
PU
|
-
|
|
2 7/8
|
6.4
|
6.5
|
-
|
73.02
|
5.51
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
|
2 7/8
|
7.8
|
7.9
|
-
|
73.02
|
7.01
|
-
|
-
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
|
2 7/8
|
8.6
|
8.7
|
-
|
73.02
|
7.82
|
-
|
-
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
|
2 7/8
|
9.35
|
9.45
|
-
|
73.02
|
8.64
|
-
|
-
|
PU
|
-
|
PU
|
PU
|
-
|
|
2 7/8
|
10.5
|
-
|
-
|
73.02
|
9.96
|
-
|
-
|
P
|
-
|
P
|
P
|
-
|
|
3 1/2
|
7.7
|
-
|
-
|
88.9
|
5.49
|
PN
|
PN
|
PN
|
PN
|
PN
|
PN
|
-
|
|
3 1/2
|
9.2
|
9.3
|
-
|
88.9
|
6.45
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
|
3 1/2
|
10.2
|
-
|
-
|
88.9
|
7.34
|
PN
|
PN
|
PN
|
PN
|
PN
|
PN
|
-
|
|
3 1/2
|
12.7
|
12.95
|
-
|
88.9
|
9.52
|
-
|
-
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
|
3 1/2
|
14.3
|
-
|
-
|
88.9
|
10.92
|
-
|
-
|
P
|
-
|
P
|
P
|
-
|
|
3 1/2
|
15.5
|
-
|
-
|
88.9
|
12.09
|
-
|
-
|
P
|
-
|
P
|
P
|
-
|
|
4
|
9.5
|
-
|
-
|
101.6
|
5.74
|
PN
|
PN
|
PN
|
PN
|
PN
|
PN
|
-
|
|
4
|
10.7
|
11
|
-
|
101.6
|
6.65
|
PU
|
PU
|
PU
|
PU
|
PU
|
PU
|
-
|
|
4
|
13.2
|
-
|
-
|
101.6
|
8.38
|
-
|
-
|
P
|
-
|
P
|
P
|
-
|
|
4
|
16.1
|
-
|
-
|
101.6
|
10.54
|
-
|
-
|
P
|
-
|
P
|
P
|
-
|
|
4 1/2
|
12.6
|
12.75
|
-
|
114.3
|
6.88
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
-
|
|
4 1/2
|
15.2
|
-
|
-
|
114.3
|
8.56
|
-
|
-
|
P
|
-
|
P
|
P
|
-
|
|
P-Plain end; N-Non Upset;U-External upset;T&C-Threaded and coupled
|
Estándar
Composición química y propiedades mecánicas
|
Propiedades mecánicas:
|
|
Grado
|
Tipo
|
Alargamiento total bajo carga (%)
|
Fuerza de rendimiento (min)
|
Fuerza de rendimiento (max)
|
Resistencia a la tracción min mpa
|
Dureza max (hrc)
|
Dureza max (hbw)
|
|
J55
|
-
|
0,5
|
379
|
552
|
517
|
-
|
-
|
|
K55
|
-
|
0,5
|
379
|
552
|
655
|
-
|
-
|
|
N80
|
1
|
0,5
|
552
|
758
|
689
|
-
|
-
|
|
N80
|
Q
|
0,5
|
552
|
758
|
689
|
-
|
-
|
|
L80
|
1
|
0,5
|
552
|
655
|
655
|
23
|
241
|
|
L80
|
9cr
|
0,5
|
552
|
655
|
655
|
23
|
241
|
|
L80
|
13cr
|
0,5
|
552
|
655
|
655
|
23
|
241
|
|
C90
|
-
|
0,5
|
621
|
724
|
689
|
25,4
|
255
|
|
C95
|
-
|
0,5
|
655
|
758
|
724
|
-
|
-
|
|
T95
|
-
|
0,5
|
655
|
758
|
724
|
25,4
|
255
|
|
P110
|
-
|
0,6
|
758
|
965
|
862
|
-
|
-
|
|
Q125
|
Todos
|
0,65
|
862
|
1034
|
931
|
-
|
-
|
Tolerancia
|
Tipos de tubería
|
Tamaño de la tubería (mm)
|
Tolerancias
|
|
Laminado en caliente
|
Od (en inglés)
|
≤ 159
|
± 1.0%
|
|
> 159
|
± 1.20%
|
|
Wt
|
≤ 20
|
± 12,5%
|
|
> 20
|
± 10.0%
|
|
Dibujado a frío
|
Od (en inglés)
|
≤ 30
|
± 0,20mm
|
|
30-50
|
± 0,30mm
|
|
> 50
|
± 0.8%
|
|
Wt
|
≤ 3
|
+ 12% -10%
|
|
> 3
|
± 10%
|
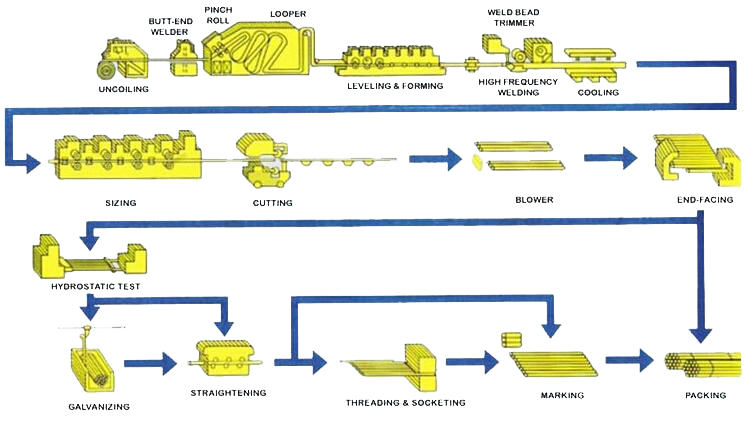
Proceso
Proceso de fabricación de tubería de carcasa:
Calentamiento de lingote de acero → punzonado hidráulico → recalentamiento → extensión → laminado periódico → recalentamiento → dimensionamiento → enfriamiento → enderezamiento → corte de tubería → inspección
1. se requiere un horno de calentamiento anular para el calentamiento del lingote;
2. punzonado y recalentamiento con prensa hidráulica;
3. la planta de la cubierta del aceite utiliza una máquina de la extensión de la placa de guía del dos-rodillo para la extensión;
4. reutilice un horno de calentamiento de disco para el laminado periódico, y use un horno sin entrada para el recalentamiento, enfriamiento, enderezamiento, corte de tuberías e inspección.
Especificación
|
API 5CT Oil Tubing Dimension:
|
|
Label
|
OD (mm)
|
WT (mm)
|
Type of End-finish
|
|
Inch
|
NU T&C
|
EU T&C
|
IJ
|
H40
|
J55
|
L80
|
N80
|
C90
|
T95
|
P110
|
|
1.9
|
2.75
|
2.9
|
2.76
|
48.26
|
3.68
|
PNUI
|
PNUI
|
PNUI
|
PNUI
|
PNUI
|
PNUI
|
-
|
|
1.9
|
3.65
|
3.73
|
-
|
48.26
|
5.08
|
PU
|
PU
|
PU
|
PU
|
PU
|
PU
|
PU
|
|
1.9
|
4.42
|
-
|
-
|
48.26
|
6.35
|
-
|
-
|
P
|
-
|
P
|
P
|
-
|
|
2 3/8
|
4
|
-
|
-
|
60.32
|
4.24
|
PU
|
PN
|
PN
|
PN
|
PN
|
PN
|
-
|
|
2 3/8
|
4.6
|
4.7
|
-
|
60.32
|
4.83
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
|
2 3/8
|
5.8
|
5.95
|
-
|
60.32
|
6.45
|
-
|
-
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
|
2 3/8
|
6.6
|
-
|
-
|
60.32
|
7.49
|
-
|
-
|
P
|
-
|
P
|
P
|
-
|
|
2 3/8
|
7.35
|
7.45
|
-
|
60.32
|
8.53
|
-
|
-
|
PU
|
-
|
PU
|
PU
|
-
|
|
2 7/8
|
6.4
|
6.5
|
-
|
73.02
|
5.51
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
|
2 7/8
|
7.8
|
7.9
|
-
|
73.02
|
7.01
|
-
|
-
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
|
2 7/8
|
8.6
|
8.7
|
-
|
73.02
|
7.82
|
-
|
-
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
|
2 7/8
|
9.35
|
9.45
|
-
|
73.02
|
8.64
|
-
|
-
|
PU
|
-
|
PU
|
PU
|
-
|
|
2 7/8
|
10.5
|
-
|
-
|
73.02
|
9.96
|
-
|
-
|
P
|
-
|
P
|
P
|
-
|
|
3 1/2
|
7.7
|
-
|
-
|
88.9
|
5.49
|
PN
|
PN
|
PN
|
PN
|
PN
|
PN
|
-
|
|
3 1/2
|
9.2
|
9.3
|
-
|
88.9
|
6.45
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
|
3 1/2
|
10.2
|
-
|
-
|
88.9
|
7.34
|
PN
|
PN
|
PN
|
PN
|
PN
|
PN
|
-
|
|
3 1/2
|
12.7
|
12.95
|
-
|
88.9
|
9.52
|
-
|
-
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
|
3 1/2
|
14.3
|
-
|
-
|
88.9
|
10.92
|
-
|
-
|
P
|
-
|
P
|
P
|
-
|
|
3 1/2
|
15.5
|
-
|
-
|
88.9
|
12.09
|
-
|
-
|
P
|
-
|
P
|
P
|
-
|
|
4
|
9.5
|
-
|
-
|
101.6
|
5.74
|
PN
|
PN
|
PN
|
PN
|
PN
|
PN
|
-
|
|
4
|
10.7
|
11
|
-
|
101.6
|
6.65
|
PU
|
PU
|
PU
|
PU
|
PU
|
PU
|
-
|
|
4
|
13.2
|
-
|
-
|
101.6
|
8.38
|
-
|
-
|
P
|
-
|
P
|
P
|
-
|
|
4
|
16.1
|
-
|
-
|
101.6
|
10.54
|
-
|
-
|
P
|
-
|
P
|
P
|
-
|
|
4 1/2
|
12.6
|
12.75
|
-
|
114.3
|
6.88
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
PNU
|
-
|
|
4 1/2
|
15.2
|
-
|
-
|
114.3
|
8.56
|
-
|
-
|
P
|
-
|
P
|
P
|
-
|
|
P-Plain end; N-Non Upset;U-External upset;T&C-Threaded and coupled
|
Estándar
Composición química y propiedades mecánicas
|
Propiedades mecánicas:
|
|
Grado
|
Tipo
|
Alargamiento total bajo carga (%)
|
Fuerza de rendimiento (min)
|
Fuerza de rendimiento (max)
|
Resistencia a la tracción min mpa
|
Dureza max (hrc)
|
Dureza max (hbw)
|
|
J55
|
-
|
0,5
|
379
|
552
|
517
|
-
|
-
|
|
K55
|
-
|
0,5
|
379
|
552
|
655
|
-
|
-
|
|
N80
|
1
|
0,5
|
552
|
758
|
689
|
-
|
-
|
|
N80
|
Q
|
0,5
|
552
|
758
|
689
|
-
|
-
|
|
L80
|
1
|
0,5
|
552
|
655
|
655
|
23
|
241
|
|
L80
|
9cr
|
0,5
|
552
|
655
|
655
|
23
|
241
|
|
L80
|
13cr
|
0,5
|
552
|
655
|
655
|
23
|
241
|
|
C90
|
-
|
0,5
|
621
|
724
|
689
|
25,4
|
255
|
|
C95
|
-
|
0,5
|
655
|
758
|
724
|
-
|
-
|
|
T95
|
-
|
0,5
|
655
|
758
|
724
|
25,4
|
255
|
|
P110
|
-
|
0,6
|
758
|
965
|
862
|
-
|
-
|
|
Q125
|
Todos
|
0,65
|
862
|
1034
|
931
|
-
|
-
|
Tolerancia
|
Tipos de tubería
|
Tamaño de la tubería (mm)
|
Tolerancias
|
|
Laminado en caliente
|
Od (en inglés)
|
≤ 159
|
± 1.0%
|
|
> 159
|
± 1.20%
|
|
Wt
|
≤ 20
|
± 12,5%
|
|
> 20
|
± 10.0%
|
|
Dibujado a frío
|
Od (en inglés)
|
≤ 30
|
± 0,20mm
|
|
30-50
|
± 0,30mm
|
|
> 50
|
± 0.8%
|
|
Wt
|
≤ 3
|
+ 12% -10%
|
|
> 3
|
± 10%
|
Proceso
Proceso de fabricación de tubería de carcasa:
Calentamiento de lingote de acero → punzonado hidráulico → recalentamiento → extensión → laminado periódico → recalentamiento → dimensionamiento → enfriamiento → enderezamiento → corte de tubería → inspección
1. se requiere un horno de calentamiento anular para el calentamiento del lingote;
2. punzonado y recalentamiento con prensa hidráulica;
3. la planta de la cubierta del aceite utiliza una máquina de la extensión de la placa de guía del dos-rodillo para la extensión;
4. reutilice un horno de calentamiento de disco para el laminado periódico, y use un horno sin entrada para el recalentamiento, enfriamiento, enderezamiento, corte de tuberías e inspección.
Si tiene alguna consulta y pregunta, póngase en contacto con nosotros en cualquier momento. Gracias de antemano. ¡Bienvenido!


 English
English Español
Español Français
Français بالعربية
بالعربية