Tipo de carrete de tubería de acero:Seamless & Solded
Servicios de valor agregado proporcionados por el fabricante: diseño, ingeniería y fabricación
Tamaño:114mm a 2500mm de diámetro (sin soldadura y soldado, fabricado)
Presiones de funcionamiento:Según sea necesario/según los dibujos
Velocidades máximas:Según sea necesario/según los dibujos
Temperaturas de funcionamiento: Según sea necesario/según los dibujos
Presión probada hidráulica:Según sea necesario/según los dibujos
Clase:150 libras, 300 libras, 600 libras, 900 libras, 1500 libras, 2500 libras, DIN estándar: ND-6,10, 16, 25, 40
Espesor:Según sea necesario/según los dibujos
Especializar:Según sea necesario/según los dibujos
Formulario: Redondo, cuadrado, rectángulo hidráulico, tubo etc. del cuerno.
Material:Acero de carbono, acero inoxidable, Hastelloy, acero de aleación, aleación de níquel, cobre, acero a dos caras y duplex estupendo
Tamaños:Por fabricante: según especificación del cliente
Uso/aplicaciones:Campo petrolífero, costa afuera, sistema de agua, construcción naval, gas natural, energía eléctrica, proyectos de tuberías.
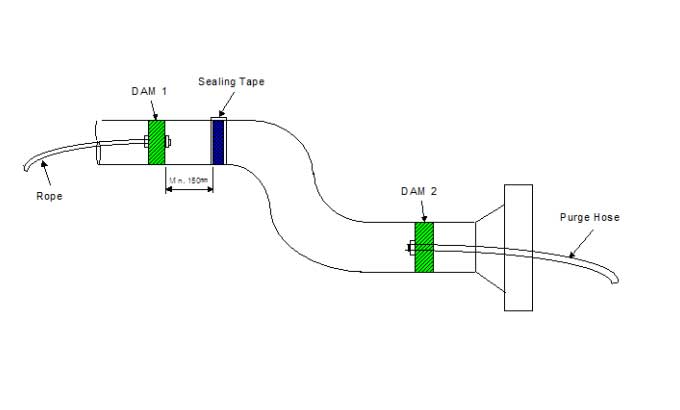
Un sistema de tuberías es una vasta red de componentes cada uno, que tiene su propia función única. Los carretes de tubería son dispositivos en este vasto sistema, que están prefabricados en segmentos más pequeños. Estos componentes incluyen bridas, accesorios y tuberías, que se montan durante el proceso de fabricación y se entregan al consumidor. Un carrete limpiador de tuberías es propenso a la corrosión debido a su exposición a diferentes elementos ambientales. Es por eso que ofrecemos estos componentes con tolerancias mejoradas después de procesarlos. El carrete de cadena de tubería es muy confiable y duradero
Una brida de carrete de tubería se puede utilizar para conectar tuberías largas con las puntas de las bridas. Esto les permite atornillarse fácilmente a otra tubería o a una brida correspondiente. Se ven ampliamente en la construcción de centrales eléctricas, refinerías de petróleo que requieren una variedad de materiales para funcionar bien.
Materiales utilizados en carretes de tubería prefabricados
Tuberías:
Acero al carbono-ASTM A333 grado 6, ASTM A106, ASTM A53 grado B , API 5L grado B X42/65/70 (para aplicaciones generales y de alta presión)
Acero inoxidable-ASTM A312 TP304/L, TP316/L, TP321, duplex S31803. Duper dúplex S32750/S32760
Acero de aleación-ASTM A335 P11, P22, P91,P92 (para aplicaciones de alta temperatura y presión)
Accesorios:Codo, Tee, reductor. Gorras.
Acero al carbono-ASTM A234 WPB, A420 WPL6
Acero inoxidable-A403 WP304/L, WP316/L, WP321, S31803. Duper dúplex S32750/S32760
Acero aleado-ASTM A234 W P11, WP22, WP91,WP92 (para aplicaciones de alta temperatura y presión)
Las bridas
Acero al carbono-ASTM A105, ASTM A350 LF2
Acero inoxidable-A182 F304/L, F316/L, F321, F51/F53/F55,S31803. Duper dúplex S32750/S32760
Acero de aleación, A182 F11,F12,F5,F91,92
Piezas fabricadas del carrete del tubo
Reductor-Reductor concéntrico, reductor excéntrico
Tuberías-Seamless/Solded
Tee - Equal Tee, Tee Desigual
Bridas-ciego, cuello de soldadura, deslizamiento, etc.
Codo-90 ° / 45 ° / 180 °


 English
English Español
Español Français
Français بالعربية
بالعربية