
-
- +86-130 5919 0518
- 008613059190518
- sales@super-steels.com

نحن شركة تصنيع الصلب الفائقة ، المحدودة (SMC) هي من بين أفضل المصنعين والموردين لأنابيب الصلب غير الملحومة ، وأنابيب الصلب الملحومة ، ومنتجات وتجهيزات أوكتج من الصين. لقد قمنا بتصنيع وتوريد هذه المنتجات إلى الصناعة منذ عام 1993 ، وتلقينا طلبات متكررة وتقديرًا من عملائنا الكرام.

منتجات أنابيب عالية الجودة من الشركات المصنعة المعتمدة.
من أجل تحسين عروضنا باستمرار لعملائنا ، قمنا باستمرار بتحسين وتحديث منشأة التصنيع لدينا وبالتالي يمكننا تقديم المواد ذات المتطلبات الصارمة.

على مر السنين ، طورت شركة تصنيع الصلب الفائقة ، المحدودة (SMC) سمعة تحسد عليها لإدارة المشاريع في مجالات النفط والغاز ، والبناء ، والطاقة ، والبحرية والبحرية ، ومعالجة المياه ، وخدمات الاستكشاف والحفر ، وخطوط الأنابيب والبتروكيماويات وغيرها من الصناعات الثقيلة.
سنوات الخبرة العديدة التي لدينا تعني أن هناك دائمًا شخصًا لديه القدرة على تنفيذ مشروع إلى الأمام.

دائما حتى الآن. في هذا العمود ، يمكنك العثور على المواد المتعلقة بالأنابيب الفولاذية ، بما في ذلك اتجاهات الصناعة ومعايير المنتجات والمواد وبعض الإرشادات الفنية.


|
المنتج: |
أنابيب أنابيب ، أنابيب النفط ، أنابيب أنابيب api جيدا ، أنابيب |
|
التطبيق: |
تستخدم لاستخراج النفط أو الغاز من الآبار |
|
حجم: |
Od: 48.26 +-114.3 |
|
بالطو: 3.18-16 |
|
|
طول: r1 ، r2 ، r3 |
|
|
معيار الأنابيب: |
Api 5ct sl1/psl2 55,k55, |
|
Api 5ct 1/psl2, psl41, c90, c95, p110, q125 |
|
|
خيط: |
Nue ، eue ، ، stc ، ltc ، btc ، xc ، hydrill cs |
|
خدمة خاصة |
خدمة حلوة ، خدمة الحامض ، ، nace mr0175/iso15156 |
|
الملحقات: |
مفصل الجر ، اقتران ، طوق الحفر ، كروس الخ. |




رأوبينغ هو أنبوب صغير القطر نسبيا يتم تشغيله في بئر ليكون بمثابة قناة لمرور النفط والغاز إلى مرافق سطح الحقل للمعالجة. يجب أن تكون الأنابيب قوية بما فيه الكفاية لمقاومة الأحمال والتشوهات المرتبطة بالإنتاج ومبالغ العمل. علاوة على ذلك ، يجب أن يكون حجم الأنبوب لدعم المعدلات المتوقعة لإنتاج النفط والغاز.
مواصفات api مواصفات 5ct/iso 11960 ، gb/t 19830-2011 مواصفات للغلاف والأنابيب ، الإصدار الثامن ، صناعات البترول والغاز الطبيعي-أنابيب فولاذية للاستخدام كغلاف أو أنابيب للآبار
المعايير والشروط الفنية للتوريد: مواصفات api 5ct iso13680
الاستخدامات: تستخدم الأنابيب لاستخراج النفط أو الغاز من الآبار.
البعد: od 48.26-114.3 wt 3.18-16 روض
الدرجة: j55 ، كانكانكانو ، ، ، ، ، ، ، ، ، c90 95 ، c95 ، p110 ، q125.
أنواع المداس: nue ، eue ، ، إزالة خاصة
|
API 5CT Oil Tubing Dimension: |
||||||||||||
|
Label |
OD (mm) |
WT (mm) |
Type of End-finish |
|||||||||
|
Inch |
NU T&C |
EU T&C |
IJ |
H40 |
J55 |
L80 |
N80 |
C90 |
T95 |
P110 |
||
|
1.9 |
2.75 |
2.9 |
2.76 |
48.26 |
3.68 |
PNUI |
PNUI |
PNUI |
PNUI |
PNUI |
PNUI |
- |
|
1.9 |
3.65 |
3.73 |
- |
48.26 |
5.08 |
PU |
PU |
PU |
PU |
PU |
PU |
PU |
|
1.9 |
4.42 |
- |
- |
48.26 |
6.35 |
- |
- |
P |
- |
P |
P |
- |
|
2 3/8 |
4 |
- |
- |
60.32 |
4.24 |
PU |
PN |
PN |
PN |
PN |
PN |
- |
|
2 3/8 |
4.6 |
4.7 |
- |
60.32 |
4.83 |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
|
2 3/8 |
5.8 |
5.95 |
- |
60.32 |
6.45 |
- |
- |
PNU |
PNU |
PNU |
PNU |
PNU |
|
2 3/8 |
6.6 |
- |
- |
60.32 |
7.49 |
- |
- |
P |
- |
P |
P |
- |
|
2 3/8 |
7.35 |
7.45 |
- |
60.32 |
8.53 |
- |
- |
PU |
- |
PU |
PU |
- |
|
2 7/8 |
6.4 |
6.5 |
- |
73.02 |
5.51 |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
|
2 7/8 |
7.8 |
7.9 |
- |
73.02 |
7.01 |
- |
- |
PNU |
PNU |
PNU |
PNU |
PNU |
|
2 7/8 |
8.6 |
8.7 |
- |
73.02 |
7.82 |
- |
- |
PNU |
PNU |
PNU |
PNU |
PNU |
|
2 7/8 |
9.35 |
9.45 |
- |
73.02 |
8.64 |
- |
- |
PU |
- |
PU |
PU |
- |
|
2 7/8 |
10.5 |
- |
- |
73.02 |
9.96 |
- |
- |
P |
- |
P |
P |
- |
|
3 1/2 |
7.7 |
- |
- |
88.9 |
5.49 |
PN |
PN |
PN |
PN |
PN |
PN |
- |
|
3 1/2 |
9.2 |
9.3 |
- |
88.9 |
6.45 |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
|
3 1/2 |
10.2 |
- |
- |
88.9 |
7.34 |
PN |
PN |
PN |
PN |
PN |
PN |
- |
|
3 1/2 |
12.7 |
12.95 |
- |
88.9 |
9.52 |
- |
- |
PNU |
PNU |
PNU |
PNU |
PNU |
|
3 1/2 |
14.3 |
- |
- |
88.9 |
10.92 |
- |
- |
P |
- |
P |
P |
- |
|
3 1/2 |
15.5 |
- |
- |
88.9 |
12.09 |
- |
- |
P |
- |
P |
P |
- |
|
4 |
9.5 |
- |
- |
101.6 |
5.74 |
PN |
PN |
PN |
PN |
PN |
PN |
- |
|
4 |
10.7 |
11 |
- |
101.6 |
6.65 |
PU |
PU |
PU |
PU |
PU |
PU |
- |
|
4 |
13.2 |
- |
- |
101.6 |
8.38 |
- |
- |
P |
- |
P |
P |
- |
|
4 |
16.1 |
- |
- |
101.6 |
10.54 |
- |
- |
P |
- |
P |
P |
- |
|
4 1/2 |
12.6 |
12.75 |
- |
114.3 |
6.88 |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
- |
|
4 1/2 |
15.2 |
- |
- |
114.3 |
8.56 |
- |
- |
P |
- |
P |
P |
- |
|
P-Plain end; N-Non Upset;U-External upset;T&C-Threaded and coupled |
||||||||||||
التركيب الكيميائي والخصائص الميكانيكية
|
الخواص الميكانيكية: |
|||||||
|
درجة |
النوع |
الاستطالة الكلية تحت الحمل (٪) |
قوة العائد (دقيقة) |
قوة الغلة (بحد أقصى) |
قوة الشد مين mpa |
صلابة ماكس (hrc) |
صلابة ماكس (hbw) |
|
J55 |
- |
0.5 |
379 |
552 |
517 |
- |
- |
|
K55 |
- |
0.5 |
379 |
552 |
655 |
- |
- |
|
N80 |
1 |
0.5 |
552 |
758 |
689 |
- |
- |
|
N80 |
Q |
0.5 |
552 |
758 |
689 |
- |
- |
|
L80 |
1 |
0.5 |
552 |
655 |
655 |
23 |
241 |
|
L80 |
9cr |
0.5 |
552 |
655 |
655 |
23 |
241 |
|
L80 |
13cr |
0.5 |
552 |
655 |
655 |
23 |
241 |
|
C90 |
- |
0.5 |
621 |
724 |
689 |
25.4 |
255 |
|
C95 |
- |
0.5 |
655 |
758 |
724 |
- |
- |
|
T95 |
- |
0.5 |
655 |
758 |
724 |
25.4 |
255 |
|
P110 |
- |
0.6 |
758 |
965 |
862 |
- |
- |
|
Q125 |
الكل |
0.65 |
862 |
1034 |
931 |
- |
- |
التسامح
|
أنواع الأنابيب |
حجم الأنابيب (مم) |
التسامح |
|
|
ملفوفة ساخنة |
Od |
≤ 159 |
± 1.0 ٪ |
|
> 159 |
± 1.20 ٪ |
||
|
بالطو |
≤ 20 |
± 11.5 ٪ |
|
|
> 20 |
± 10.0 ٪ |
||
|
مسحوب على البارد |
Od |
≤ 30 |
± 0.20 |
|
30-50 |
± 0.30 أو |
||
|
> 50 |
± 0.8 ٪ |
||
|
بالطو |
≤ 3 |
+ 12 ٪-10 ٪ |
|
|
> 3 |
± 10 ٪ |
||
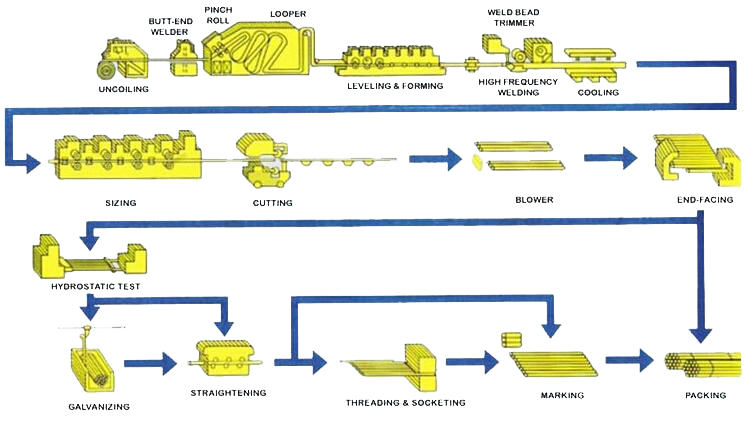
عملية تصنيع أنابيب التغليف:
تسخين سبيكة فولاذية ← تثقيب هيدروليكي ← إعادة تسخين ← تمديد ← تدوير دوري ← إعادة تسخين ← تحجيم ← تبريد ← استقامة ← قطع أنابيب ← فحص
1. فرن تسخين حلقي مطلوب لتسخين السبيكة ؛
2. اللكم وإعادة التسخين مع الضغط الهيدروليكي.
3. يستخدم مصنع غلاف الزيت آلة تمديد لوحة توجيه ثنائية الأسطوانة للتمديد ؛
4. إعادة استخدام فرن تسخين القرص للدوران الدوري ، واستخدام فرن غير مدخل لإعادة التسخين والتبريد والاستقامة وقطع الأنابيب والتفتيش.

|
API 5CT Oil Tubing Dimension: |
||||||||||||
|
Label |
OD (mm) |
WT (mm) |
Type of End-finish |
|||||||||
|
Inch |
NU T&C |
EU T&C |
IJ |
H40 |
J55 |
L80 |
N80 |
C90 |
T95 |
P110 |
||
|
1.9 |
2.75 |
2.9 |
2.76 |
48.26 |
3.68 |
PNUI |
PNUI |
PNUI |
PNUI |
PNUI |
PNUI |
- |
|
1.9 |
3.65 |
3.73 |
- |
48.26 |
5.08 |
PU |
PU |
PU |
PU |
PU |
PU |
PU |
|
1.9 |
4.42 |
- |
- |
48.26 |
6.35 |
- |
- |
P |
- |
P |
P |
- |
|
2 3/8 |
4 |
- |
- |
60.32 |
4.24 |
PU |
PN |
PN |
PN |
PN |
PN |
- |
|
2 3/8 |
4.6 |
4.7 |
- |
60.32 |
4.83 |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
|
2 3/8 |
5.8 |
5.95 |
- |
60.32 |
6.45 |
- |
- |
PNU |
PNU |
PNU |
PNU |
PNU |
|
2 3/8 |
6.6 |
- |
- |
60.32 |
7.49 |
- |
- |
P |
- |
P |
P |
- |
|
2 3/8 |
7.35 |
7.45 |
- |
60.32 |
8.53 |
- |
- |
PU |
- |
PU |
PU |
- |
|
2 7/8 |
6.4 |
6.5 |
- |
73.02 |
5.51 |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
|
2 7/8 |
7.8 |
7.9 |
- |
73.02 |
7.01 |
- |
- |
PNU |
PNU |
PNU |
PNU |
PNU |
|
2 7/8 |
8.6 |
8.7 |
- |
73.02 |
7.82 |
- |
- |
PNU |
PNU |
PNU |
PNU |
PNU |
|
2 7/8 |
9.35 |
9.45 |
- |
73.02 |
8.64 |
- |
- |
PU |
- |
PU |
PU |
- |
|
2 7/8 |
10.5 |
- |
- |
73.02 |
9.96 |
- |
- |
P |
- |
P |
P |
- |
|
3 1/2 |
7.7 |
- |
- |
88.9 |
5.49 |
PN |
PN |
PN |
PN |
PN |
PN |
- |
|
3 1/2 |
9.2 |
9.3 |
- |
88.9 |
6.45 |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
|
3 1/2 |
10.2 |
- |
- |
88.9 |
7.34 |
PN |
PN |
PN |
PN |
PN |
PN |
- |
|
3 1/2 |
12.7 |
12.95 |
- |
88.9 |
9.52 |
- |
- |
PNU |
PNU |
PNU |
PNU |
PNU |
|
3 1/2 |
14.3 |
- |
- |
88.9 |
10.92 |
- |
- |
P |
- |
P |
P |
- |
|
3 1/2 |
15.5 |
- |
- |
88.9 |
12.09 |
- |
- |
P |
- |
P |
P |
- |
|
4 |
9.5 |
- |
- |
101.6 |
5.74 |
PN |
PN |
PN |
PN |
PN |
PN |
- |
|
4 |
10.7 |
11 |
- |
101.6 |
6.65 |
PU |
PU |
PU |
PU |
PU |
PU |
- |
|
4 |
13.2 |
- |
- |
101.6 |
8.38 |
- |
- |
P |
- |
P |
P |
- |
|
4 |
16.1 |
- |
- |
101.6 |
10.54 |
- |
- |
P |
- |
P |
P |
- |
|
4 1/2 |
12.6 |
12.75 |
- |
114.3 |
6.88 |
PNU |
PNU |
PNU |
PNU |
PNU |
PNU |
- |
|
4 1/2 |
15.2 |
- |
- |
114.3 |
8.56 |
- |
- |
P |
- |
P |
P |
- |
|
P-Plain end; N-Non Upset;U-External upset;T&C-Threaded and coupled |
||||||||||||
التركيب الكيميائي والخصائص الميكانيكية
|
الخواص الميكانيكية: |
|||||||
|
درجة |
النوع |
الاستطالة الكلية تحت الحمل (٪) |
قوة العائد (دقيقة) |
قوة الغلة (بحد أقصى) |
قوة الشد مين mpa |
صلابة ماكس (hrc) |
صلابة ماكس (hbw) |
|
J55 |
- |
0.5 |
379 |
552 |
517 |
- |
- |
|
K55 |
- |
0.5 |
379 |
552 |
655 |
- |
- |
|
N80 |
1 |
0.5 |
552 |
758 |
689 |
- |
- |
|
N80 |
Q |
0.5 |
552 |
758 |
689 |
- |
- |
|
L80 |
1 |
0.5 |
552 |
655 |
655 |
23 |
241 |
|
L80 |
9cr |
0.5 |
552 |
655 |
655 |
23 |
241 |
|
L80 |
13cr |
0.5 |
552 |
655 |
655 |
23 |
241 |
|
C90 |
- |
0.5 |
621 |
724 |
689 |
25.4 |
255 |
|
C95 |
- |
0.5 |
655 |
758 |
724 |
- |
- |
|
T95 |
- |
0.5 |
655 |
758 |
724 |
25.4 |
255 |
|
P110 |
- |
0.6 |
758 |
965 |
862 |
- |
- |
|
Q125 |
الكل |
0.65 |
862 |
1034 |
931 |
- |
- |
التسامح
|
أنواع الأنابيب |
حجم الأنابيب (مم) |
التسامح |
|
|
ملفوفة ساخنة |
Od |
≤ 159 |
± 1.0 ٪ |
|
> 159 |
± 1.20 ٪ |
||
|
بالطو |
≤ 20 |
± 11.5 ٪ |
|
|
> 20 |
± 10.0 ٪ |
||
|
مسحوب على البارد |
Od |
≤ 30 |
± 0.20 |
|
30-50 |
± 0.30 أو |
||
|
> 50 |
± 0.8 ٪ |
||
|
بالطو |
≤ 3 |
+ 12 ٪-10 ٪ |
|
|
> 3 |
± 10 ٪ |
||
عملية تصنيع أنابيب التغليف:
تسخين سبيكة فولاذية ← تثقيب هيدروليكي ← إعادة تسخين ← تمديد ← تدوير دوري ← إعادة تسخين ← تحجيم ← تبريد ← استقامة ← قطع أنابيب ← فحص
1. فرن تسخين حلقي مطلوب لتسخين السبيكة ؛
2. اللكم وإعادة التسخين مع الضغط الهيدروليكي.
3. يستخدم مصنع غلاف الزيت آلة تمديد لوحة توجيه ثنائية الأسطوانة للتمديد ؛
4. إعادة استخدام فرن تسخين القرص للدوران الدوري ، واستخدام فرن غير مدخل لإعادة التسخين والتبريد والاستقامة وقطع الأنابيب والتفتيش.

 English
English Español
Español Français
Français بالعربية
بالعربية

















