
-
- +86-130 5919 0518
- 008613059190518
- sales@super-steels.com

نحن شركة تصنيع الصلب الفائقة ، المحدودة (SMC) هي من بين أفضل المصنعين والموردين لأنابيب الصلب غير الملحومة ، وأنابيب الصلب الملحومة ، ومنتجات وتجهيزات أوكتج من الصين. لقد قمنا بتصنيع وتوريد هذه المنتجات إلى الصناعة منذ عام 1993 ، وتلقينا طلبات متكررة وتقديرًا من عملائنا الكرام.

منتجات أنابيب عالية الجودة من الشركات المصنعة المعتمدة.
من أجل تحسين عروضنا باستمرار لعملائنا ، قمنا باستمرار بتحسين وتحديث منشأة التصنيع لدينا وبالتالي يمكننا تقديم المواد ذات المتطلبات الصارمة.

على مر السنين ، طورت شركة تصنيع الصلب الفائقة ، المحدودة (SMC) سمعة تحسد عليها لإدارة المشاريع في مجالات النفط والغاز ، والبناء ، والطاقة ، والبحرية والبحرية ، ومعالجة المياه ، وخدمات الاستكشاف والحفر ، وخطوط الأنابيب والبتروكيماويات وغيرها من الصناعات الثقيلة.
سنوات الخبرة العديدة التي لدينا تعني أن هناك دائمًا شخصًا لديه القدرة على تنفيذ مشروع إلى الأمام.

دائما حتى الآن. في هذا العمود ، يمكنك العثور على المواد المتعلقة بالأنابيب الفولاذية ، بما في ذلك اتجاهات الصناعة ومعايير المنتجات والمواد وبعض الإرشادات الفنية.








هناك العديد من عمليات تصنيع تجهيزات الأنابيب التي تستخدم لتصنيع الكوع ، والنقطة الإنطلاق ، والمخفضات ، وغيرها من تركيبات الأنابيب.
يتم تصنيع التركيبات من أنبوب غير ملحوم ومن أنبوب ملحوم بمادة حشو (لا يمكن استخدام أنابيب erw & efw لتصنيع التركيبات). يتم تصنيع التجهيزات ذات القطر الكبير من الألواح.
لتصنيع المطاوع تركيب يتم استخدام أساليب مختلفة. هذه هي أنواع مختلفة من عمليات تشكيل الساخنة والباردة.
هذه الأساليب هي
عملية تصنيع المرفقين:
طريقة مغزل (تشكيل ساخن)
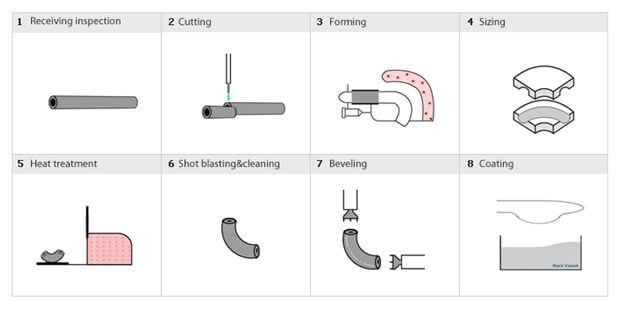
واحدة من أكثر عمليات تصنيع تركيبات الأنابيب شيوعًا لتصنيع المرفقين من الأنبوب هي طريقة مغزل ، وهي نوع من طريقة التشكيل الساخنة.
في هذه الطريقة ، يتم قطع الأنبوب إلى قطع ودفعه بمساعدة الكبش الهيدروليكي. ملف تسخين حثي في الأنبوب ، ويُدفع فوق قالب يُسمى "mandrel" ، والذي يسمح للأنبوب بالتمدد والانحناء في وقت واحد.
يمكن استخدام هذه الطريقة لتصنيع مجموعة واسعة من قطر المرفقين.
طريقة مغزل المرفقين
طريقة البثق
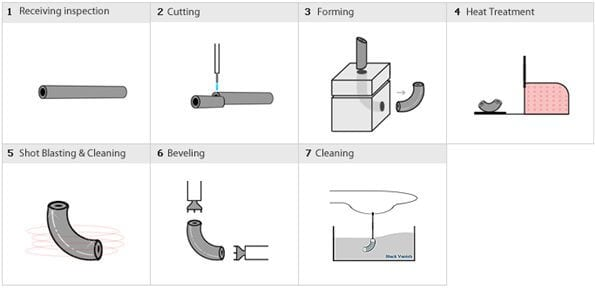
في طريقة البثق البارد ، يتم دفع أنبوب بنفس قطر المنتج النهائي من خلال قالب وتشكيل في شكله المطلوب. تطبق عادة على المرفقين الصغيرة والمتوسطة الحجم من الفولاذ المقاوم للصدأ.
طريقة uo
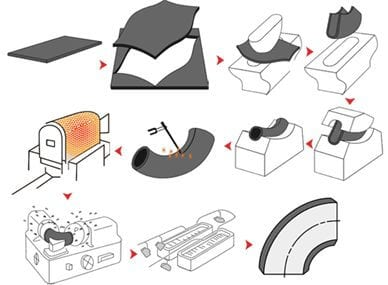
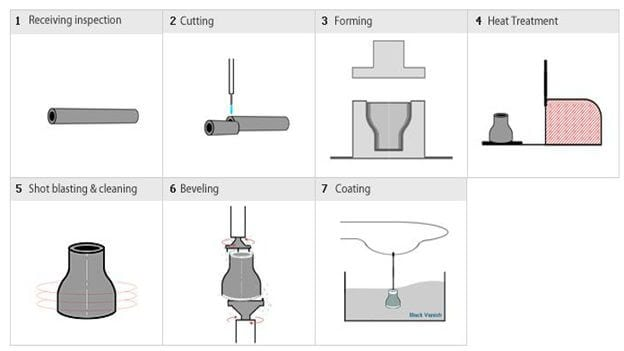
يتم استخدام طريقة uo لتصنيع متوسط الحجم من الكوع ، المحملة ، والمخفضات. يتم قطع اللوحة إلى شكل مصمم خصيصًا ، ويتم تشكيلها أولاً في شكل حرف u باستخدام قالب ثم إلى شكل o أو شكل أنبوبي باستخدام قالب آخر ؛ هذا هو السبب في أن هذه الطريقة معروفة باسم طريقة uo.
بمجرد أن تكون التركيبات على شكل بهلوان ، يتم لحامها من داخل وخارج التماس المغلق. لوحة القطع هي الأولى من شكل u ثم في شكل o.
طريقة uo
طريقة تشكيل الساخنة
في طريقة ثني القوالب بالحرارة ، يتم تسخين الأنبوب إلى درجة حرارة التشكيل وتشكيله في القالب بالشكل المحدد ، قد تتكرر هذه العملية حسب الحاجة للحصول على الشكل والحجم المطلوب وسمك الجدار. عادة ما يتم تطبيقه على عناصر الجدران السميكة التي لا يمكن ثنيها على قالب مغزل. يمكنك التعرف على المرفقين في هذه المقالة.
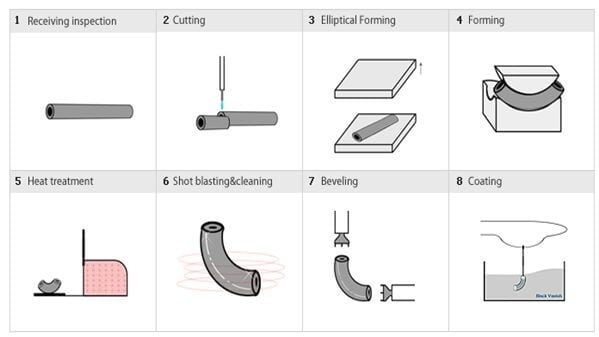
طريقة تشكيل الساخنة لتصنيع الكوع
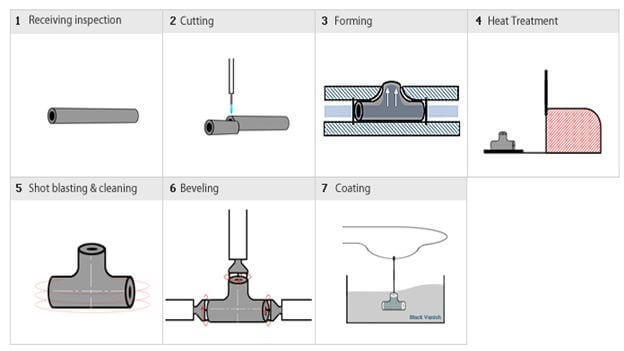
طريقة انتفاخ هيدروليكي لتصنيع المحملة
في طريقة البثق الساخن ، يتم استخدام أنبوب القطر الأكبر عادة من حجم المنتج النهائي ، ويتم بثق منفذ الفرع من الأنبوب بمساعدة أداة البثق. يمكن أيضًا تعديل الأبعاد الأخرى للجسم والفرع بالضغط على القالب إذا لزم الأمر.

طريقة انتفاخ هيدروليكي لتصنيع المحملة
طريقة البثق الساخن
تي مع أقطار كبيرة ، سمك الجدار الثقيل ، و/أو مواد خاصة مع القدرة على العمل الصعبة التي لا يمكن تصنيعها باستخدام طريقة الانتفاخ الهيدروليكي يتم تصنيعها باستخدام طريقة البثق الساخن.
في طريقة البثق الساخن ، يتم استخدام أنبوب القطر الأكبر عادة من حجم المنتج النهائي ، ويتم بثق منفذ الفرع من الأنبوب بمساعدة أداة البثق. يمكن أيضًا تعديل الأبعاد الأخرى للجسم والفرع بالضغط على القالب إذا لزم الأمر.
طريقة القالب الخارجي
يتم تصنيع القبعات بواسطة طريقة الرسم العميق. في هذه الطريقة ، يتم قطع اللوحة في دائرة وتشكلها بقالب سحب عميق.
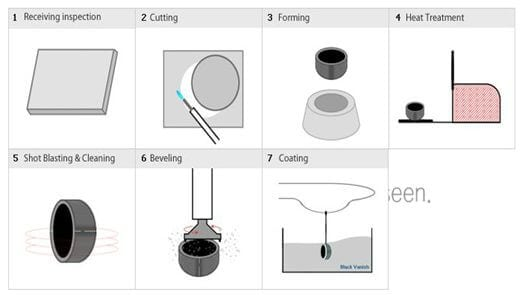
طريقة الرسم العميق
يتم تصنيع أطراف الكعب أو شفة مفاصل اللفة بواسطة طريقة الحرق. نهاية الأنبوب هي توهج أو يتم إنقاذها من وجه شفة. يتم تصنيع نهايات الكعب أيضًا عن طريق التشكيل ، حيث يتم تشكيل كتلة التشكيل إلى البعد النهائي.

Large Push Machine

Large Pipe Bender

Sawing Machine

Vertical Turning Machine

Shot Blasting Machine

Heat Treatment Furnace

Tee Extrusion Machine

Tee Hydraulic Forming Machine

 English
English Español
Español Français
Français بالعربية
بالعربية

















